
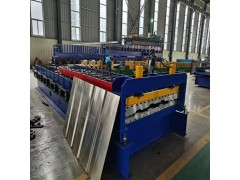



辊压成型系统由机架、传动部件及冷弯成型辊轮组等组成。分为精工式车轮旋转成型,成型效果好,减少轮子和原材料之间的摩擦力,调试方便、快捷。
车厢板系列工作流程:
开卷——导向进料——辊压成型——定长切断——成品出板
人工点固好工件,人工上卷,进入PLC操作页面——按“启动”钮——板材自动进入——开始按设定的程序进行——达到设定的尺寸后自行切断,此设备的自动压板成型完成。
车厢板系列进料导向平台:
主机进料口处设置左右导向装置。工作时,原材料板材两侧经左右导向进入主机,使原材料板材与辊压成型系统保持正确的位置。可通过手动螺杆机构调节导向位置,且左右独立可调。
车厢板系列成型后切断系统:
切断系统由切断机架,切断模具,导向装置和切断油缸等组成。切断刀材料为钼钢淬火处理。






