|
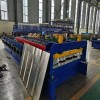
设备摆放长度 |
约18mm |
宽度 |
1500mm |
高度 |
1300mm |
|
电机功率 |
7.5x2kw |
工作电压 |
380V |
||
|
可调节型号 |
210/240/250/300mm |
||||
|
生产速度 |
4米/分 |
||||
|
压型轴径 |
20道直径80mm 实心轴滚压成型 |
||||
|
成型轮 |
轴承钢(Gcr15)淬火 精车 平磨镀硬铬处理 |
||||
|
设备底架 |
400H钢立板18mm焊接 |
||||
|
传动方式 |
1.2寸链条传动 |
||||
|
剪断机功率 |
5.5kw伺服跟踪切断 |
||||
|
切断系统 |
磨具材质:Gcr12. |
||||
|
压板厚度 |
1.0-1.5mm镀锌板 |
||||
|
成型部分 |
辊压成型系统由机架、传动部件及冷弯成型辊轮组等组成。分为精工式车轮旋转成型,成型效果好,减少轮子和原材料之间的摩擦力,调试方便、快捷。 |
||||
|
工作流程 |
开卷 ——伺服送料冲床冲孔——冲孔滚压成型 ——自动切断 ——成品出板 人工点固好工件,人工上卷,进入PLC操作页面——按“启动”钮——板材自动进入——开始按设定的程序进行——达到设定的尺寸后自行切断,此设备的自动压板成型完成。 |
||||
|
进料导向平台 |
主机进料口处设置左右导向装置。工作时,原材料板材两侧经左右导向进入主机,使原材料板材与辊压成型系统保持正确的位置。可通过手动螺杆机构调节导向位置,且左右独立可调。 |
||||
|
切断系统 |
切断系统由切断机架,切断模具,导向装置和切断油缸等组成 |
||||
|
电控系统 |
采用信捷PLC控制 ,能实现整机自动化生产。可设定批次、工件长度、数量等。 操作方式:输入屏+按钮。编码器计数,具有计数及记长功能。 |
||||
|
变频器 |
15kw台达变频可有效减少切断长度误差,性能稳定, |
||||
|
注意事项 |
供电电源输入:三相380V 电网电压波动:≤±10% 前后左右距离墙壁等遮拦物1米以上 |
||||
|
售后服务 |
技术人员免费上门安装、调试 |
||||
|
整套设备重量约 |
10吨 |
||||
|
工期 |
40个工作日 |
||||
|
保修期 |
12个月 |
||||